
Instrument Expert
Original factory packaging

Service Hotline:
(+86)010-52867771
Instrument Expert
Original factory packaging
Service Hotline:
(+86)010-52867771

Updated:2025-03-13
Views:2849
 WeChat
WeChat
 QQ
QQ
 Online Service
Online Service
 User 's Manual
User 's Manual
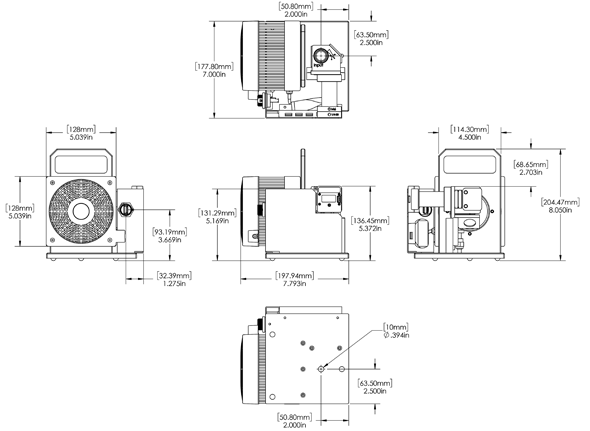
The camera is precisely located at the build plane so that an accurate power density model of the working laser beam can be made. A beam splitter directs a small percentage of the beam to the camera, while the majority of the beam is directed to the integrated power sensor. From these measurements an accurate beam spot size and power density can be derived.
Beam check measures:
Focal spot size at the build plane
Laser power at the build plane
Laser power density at the build plane
Changes in spot size & power density over time
Additive manufacturing has restructured how prototype, developmental and advanced design mechanical components are made. Direct Laser Melting, Selective Laser Sintering or 3D metal Printing is quickly becoming the standard for designs that could not be fabricated with traditional metal removing techniques. To create consistent, strong structures using laser-based additive manufacturing processes that meet flyable DOD standards or FDA requirements, the metallurgy must be consistent, and a laser beam of known dimension, power density and focal spot location is required. Quality 3D laser printed processes require a laser delivering the correct amount of power, distributed correctly and focused at the correct location. To insure consistent and structurally sound parts these parameters should be directly measured before and after any critical part is made.
| Wavelengths | 1060-1080nm |
| Min-Max Focus Spot Size | 37µm-3.5mm |
| Power Range | 0.1-600 Watts |
| Power Densities | 200mm->to >3MW/CM² |
| Focal Length | 200mm- >400mm |
| Compliance | CE, UKCA, China RoHS |
Customer Service QQ
Customer Hotline:
Technical Supports





 3003988120
3003988120 yiqi.com
yiqi.com bio-equip.com
bio-equip.com b2bwork.baidu.com
b2bwork.baidu.com
 baidu.com
baidu.com