
您身边的仪器现货专家
代理 分销 海外品牌 原厂原装

服务热线:
(+86)010-52867771
您身边的仪器现货专家
代理 分销 海外品牌 原厂原装
服务热线:
(+86)010-52867771
Products

产品介绍
 用户手册
用户手册
BeamWatch AM 可同时测量相机视场 (FOV) 中光束焦散线的多个剖面。实时测量以视频速率执行。他们包括:
腰部(焦点)宽度和位置
焦点转移
质心
M2或K
发散
光束参数乘积
瑞利长度
力量
倾斜角度
实时性能还允许在激光启动期间测量动态焦点偏移。BeamWatch AM 测量技术基于当光束在介质中传播时空气中的氧和氮分子对激光的瑞利散射。这种散射光的测量提供了激光束在观察视图方向上的等效狭缝扫描。使用传统的相机和图像捕获系统测量散射光。BeamWatch AM 包括一个用于空间测量的相机和一个 NIST 可追溯功率传感器,可提供激光功率密度分布的完整分析
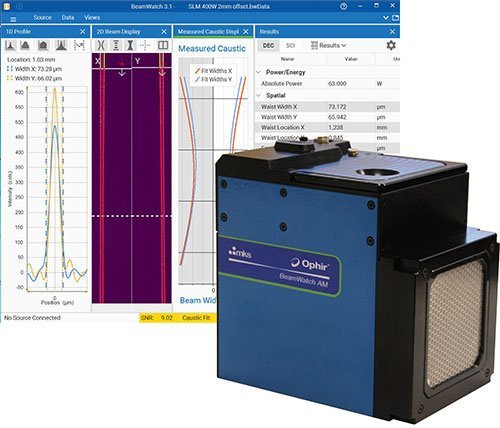
相机同时实时查看光束焦散,包括光束的近场/焦点/远场。该测量技术包括符合 ISO 11146 标准的传播和 M2 测量。此外,由于所有测量都是实时进行的,所以在关键的启动秒数期间发生的任何焦点偏移都会被测量和报告。
| 波长 | 1060-1080nm |
| 最小焦点尺寸 | 50微米 |
| 功率范围 | 50-1000 瓦 |
| 最小功率密度 | 1.5MW/CM² |
| 光束分析 | ISO 11146 测量 |
| 功率计 | NIST 溯源校准 ±3% |
| 遵守 | CE、UKCA、中国 RoHS |
为什么增材制造激光系统中的激光束分析是必要的,并且需要在不同的功率水平下进行?当在增材制造、粉末床激光系统中生产医疗、航空航天或其他复杂设备时,产品设计需要使用各种功率级别。这些不同的设置取决于正在建造的设备的结构完整性,也取决于设计效率,以避免使用过多的材料、粉末和处理时间。在典型的 1kw 增材制造激光器中,构建期间的功率水平范围从 400W 到 1000W,持续时间很短或很长。因此,需要分析这些不同功率水平的激光束。在最近的应用测试中,提供了 1kW 激光器,功率设置从 400W 到 1kW,增量为 200W。该诊断测试的结果表明,随着功率的增加,光束的椭圆度(圆度)恶化。这一变化并不显着,但表明在任何需要 360 度激光范围的构建中,焦斑在一个方向上会略大,在另一个方向上略小,从而导致构建的主要缺陷。由于其中一些构建可能需要 10 个小时,因此在构建后发现激光不符合规格是代价高昂的结果。这些光束分析诊断会在客户开始构建产品之前提醒他们潜在的问题,避免代价高昂的错误。由于其中一些构建可能需要 10 个小时,因此在构建后发现激光不符合规格是代价高昂的结果。这些光束分析诊断会在客户开始构建产品之前提醒他们潜在的问题,避免代价高昂的错误。由于其中一些构建可能需要 10 个小时,因此在构建后发现激光不符合规格是代价高昂的结果。这些光束分析诊断会在客户开始构建产品之前提醒他们潜在的问题,避免代价高昂的错误。
QQ在线客服
客服热线:
技术支持

扫一扫,关注官方账号
010-52867771
 微信咨询
微信咨询 QQ咨询
QQ咨询 在线客服
在线客服



 京公网安备 11010802046793号
京公网安备 11010802046793号 关注官方微博
关注官方微博
 3003988120
3003988120 仪器网
仪器网  生物器材网
生物器材网 百度爱采购
百度爱采购
 百度
百度