
您身边的仪器现货专家
代理 分销 海外品牌 原厂原装

服务热线:
(+86)010-52867771
您身边的仪器现货专家
代理 分销 海外品牌 原厂原装
服务热线:
(+86)010-52867771
Products

产品介绍
测量功率高达 9999 W(根据要求高达 30 kW)的聚焦光束的所有关键激光束参数。测得的激光参数包括:
全自动化操作
好/坏信号的趋势分析
带时间戳的详细报告
无需更改测量系统即可使用不同类型的焊头
除 GigE 之外的工业接口选择:PROFINET、EtherNet/IP 和 CC-Link
坚固耐用,适用于工业生产环境
轮班操作期间频繁测量的测量时间短
提供单模或多模激光器的两种选择
尽管现代生产线上使用的切割和焊接激光设备功能越来越强大,但由于时间不够或复杂性原因,激光束的质量在生产过程中经常得不到检查。由于激光加工质量与激光质量直接相关,这可能会导致高产量生产线(例如汽车行业)出现大批量有缺陷的零件。除了明显更高的损失风险或安全问题之外,忽视始终如一地监控激光束的质量使得几乎不可能在问题发生时检测到问题的根本原因。
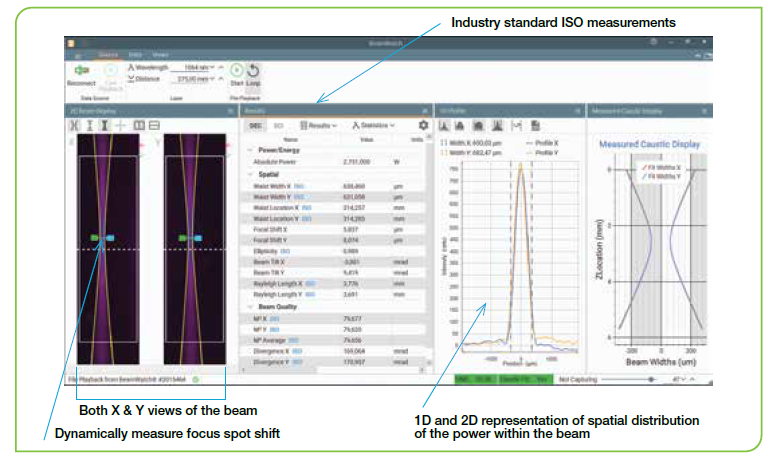
为了解决这个问题,开发了 BeamWatch Integrated。基于非接触式 BeamWatch 测量原理(使用瑞利散射),该技术可以视频速率同时测量沿光束焦散线的多个剖面,在几分之一秒内提供所有光束关键参数,根据ISO 13694 和 ISO 11146 标准。实时性能还允许检测动态焦距偏移,而 NIST 可追踪功率传感器可确保绝对功率读数。凭借其快门和坚固的设计,BeamWatch Integrated 是一个紧凑且独立的系统,可以容纳不同类型的焊头。
较短的测量时间允许在装载/卸载阶段自动检查激光束,频率为每个生产单元一次。此外,所有参数都可以使用标准接口读取,并且——作为过程监控的一部分——根据需要为每个单独的组件统一记录。由于它们基于大量测量数据,因此趋势图非常准确,因此可以为预测性维护提供有用的见解。
可以为测量参数设置公差和极限值,以根据需要触发纠正措施。BeamWatch Integrated 几乎无需维护即可运行,因为非接触式测量不会对仪器造成磨损。
| 波长 | 980 - 1080 纳米 |
| 腰宽精度 | ±5% |
| 腰部定位精度 | BeamWatch 窗口内为 ±125 µm |
| 单元内的相机视野 | 32.17 毫米 x 8.55 毫米 |
| 最大入射/出射光束直径 | 12.5 毫米 |
| 焦点偏移精度 | ±50 微米 |
| BPP精度 | ±3.5 % RMS |
| 发散精度 | ±3.5 % RMS |
| M²精度 | ±3.5 % RMS |
| 微粒清除 | 清洁干燥气体(空气、氮气、氩气),~5-10 L/min,6 bar |
| 功率范围 | 500 W - 9999 W(根据要求高达 30 kW) | |
| 功率计(1)处的最大功率密度 | 光束直径 | 最大功率密度 |
| < 15 毫米 | 10 千瓦/平方厘米 | |
| 15 - 20 毫米 | 7 千瓦/平方厘米 | |
| 20 - 40 毫米 | 12.5 毫米 | |
| 40 - 45 毫米 | 4 千瓦/平方厘米 | |
| 功率传感器响应时间 | 9999 W 最大 2.7 秒(功率越小,速度越快) | |
| 反向散射功率 | < 1 % | |
| 电源噪声级 | 25 瓦 | |
| 线性度与功率 | ±2% | |
| 功率精度 | ±5% | |
| BeamWatch 集成软件 | PROFINET/以太网/IP/CC-Link |
| Web 界面或 BeamWatch 软件 | |
| 输出 | OK/Warning/NOK 值、CSV、PDF 和 BeamWatch 文件 |
| 功率传感器 | NIST 可溯源 |
| 相机 | 认证 |
| 通讯(除了 GigE) | PROFINET/以太网/IP/CC-Link |
| 焦点和功率计之间的距离 | 150-175 毫米或 500 毫米 |
| 电源供应 | 24 伏直流电,最大 5 安培 |
| 水冷(2) | 洁净无腐蚀性水,8 L/min,18-30 °C,6 bar,~2 bar 压降 |
| 重量 | ~20公斤 |
| 尺寸 | 21.78 英寸 x 12.48 英寸 x 6.78 英寸/21.78 英寸 x 26.87 英寸 x 6.78 英寸 553 毫米 x 317 毫米 x 172 毫米 / 553 毫米 x 682 毫米 x 172 毫米 |
| 遵守 | CE、UKCA、中国 RoHS |
(1)对于以光束直径的 ¼ 为中心的圆形光束。光束居中不当会损坏传感器。功率传感器上的最大倾斜角 ±5 度。对于矩形光束,请咨询 MKS Ophir 代表
(2)水温变化率<1ºC/min。推荐的流量可以在低于全功率时按比例降低,但不应低于 3 升/分钟。在推荐的流速下,响应时间将是良好的。
QQ在线客服
客服热线:
技术支持

扫一扫,关注官方账号
010-52867771
 微信咨询
微信咨询 QQ咨询
QQ咨询 在线客服
在线客服



 京公网安备 11010802046793号
京公网安备 11010802046793号 关注官方微博
关注官方微博
 3003988120
3003988120 仪器网
仪器网  生物器材网
生物器材网 百度爱采购
百度爱采购
 百度
百度